Güvenli Alışveriş
256 bit SSL

Pleksi levhaya tabela montajı, dekoratif vida, mesafe aparatı, menteşe, kablo geçişi veya farklı bağlantı elemanları için delik açılması gerekebilir. Pleksi, uygun ekipman ve doğru teknik kullanıldığında matkapla delinebilir. Ancak yanlış matkap ucu, yüksek baskı, yetersiz destek veya hatalı devir ayarı pleksinin çatlamasına, erimesine ve delik çevresinde kırıklar oluşmasına neden olabilir.
Bu nedenle “Pleksi nasıl delinir?” sorusunun cevabı yalnızca matkabı düşük devirde çalıştırmaktan ibaret değildir. Kullanılan matkap ucunun geometrisi, pleksi kalınlığı, delik çapı, kenardan bırakılan mesafe, talaşın tahliye edilmesi ve montaj vidasının nasıl sıkıldığı da sonuç üzerinde doğrudan etkilidir.
Özet bilgi: Pleksi delerken koruyucu filmi çıkarmayın, levhayı düz bir MDF veya ahşap üzerine sabitleyin, plastik için üretilmiş uygun bir matkap ucu kullanın ve delme işlemini kontrollü ilerlemeyle gerçekleştirin. Matkap ucu levhanın altından çıkmaya yaklaşırken baskıyı azaltın. Kalın pleksilerde ucu belirli aralıklarla kaldırarak talaşı temizleyin ve suyla soğutma uygulayın.
Evet, pleksi levha el matkabı, matkap tezgâhı, CNC tezgâhı veya uygun delme ekipmanlarıyla delinebilir. Burada kullanılan makineden çok matkap ucunun pleksiye uygun olması ve levhanın doğru şekilde desteklenmesi önemlidir.
Pleksinin teknik adı PMMA, yani polimetil metakrilattır. Piyasada akrilik levha, pleksiglas ve zaman zaman mika levha gibi farklı isimlerle aranabilir. Ancak pleksi, metal veya ahşapla aynı şekilde delinmemelidir. Malzeme, sürtünme nedeniyle oluşan ısıyı kolayca dağıtamadığı için hatalı uygulamada delik çevresi eriyebilir veya çatlayabilir.
İşlem öncesinde pleksi kalınlığının projeye uygun olup olmadığını kontrol etmek için Pleksi Kalınlığı Nasıl Seçilir? rehberimizi inceleyebilirsiniz.
Pleksi delinirken oluşan çatlakların önemli bir bölümü malzemenin dayanıksız olmasından değil, yanlış uygulama yönteminden kaynaklanır. Matkap ucunun pleksiyi aniden kavraması, levhanın altının boşta kalması veya deliğin kenara çok yakın açılması çatlama riskini artırır.
Pleksinin delinme sırasında çatlamasına neden olabilecek başlıca hatalar şunlardır:
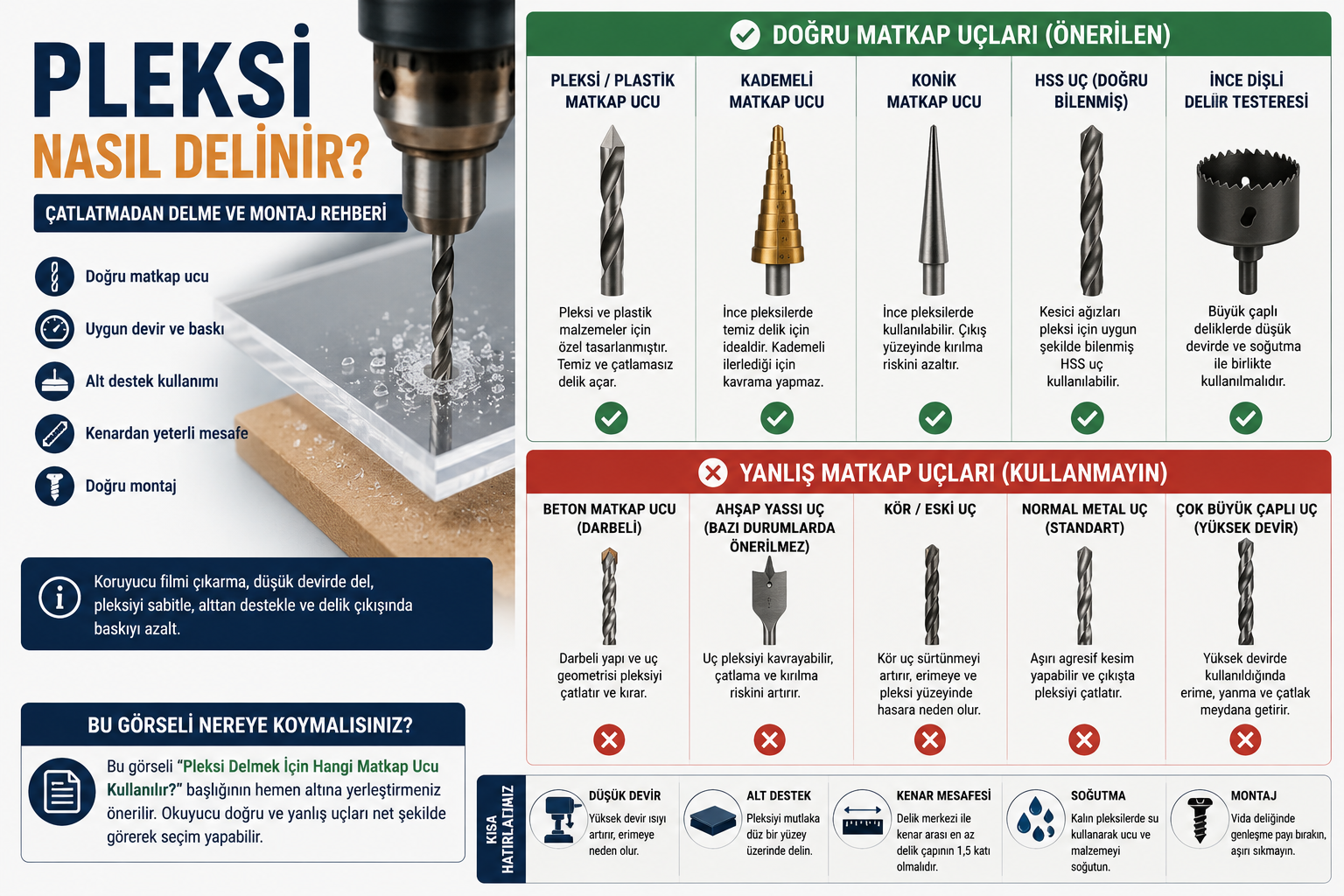
En temiz sonuç için plastik ve akrilik levhalar için özel olarak hazırlanmış matkap uçları kullanılmalıdır. Bu uçların kesici ağızları, pleksiyi ani şekilde kavrayıp koparmak yerine yüzeyi kontrollü biçimde kazıyacak şekilde tasarlanır.
Pleksi delmek için en uygun seçeneklerden biri özel plastik matkap ucudur. Bu uçların kesim geometrisi pleksinin çatlama, kırılma ve çıkış yüzeyinde parçalanma riskini azaltmaya yardımcı olur.
Profesyonel üretici kılavuzlarında pleksi için kullanılan spiral matkap uçlarının malzemeyi kesmekten çok kazıyacak şekilde bilenmesi önerilir. Standart metal matkap uçlarının sivri ve agresif kesici ağızları, özellikle çıkış sırasında pleksiyi kavrayarak çatlatabilir.
Yüksek hız çeliğinden üretilmiş HSS matkap uçları, uygun kesim geometrisine getirildiğinde pleksi delmek için kullanılabilir. Standart metal uçlarının tepe açısı çoğunlukla pleksi için fazla agresiftir. Teknik üretici kılavuzları, akrilik delme uçlarında genellikle 60° ile 90° arasında tepe açısı kullanılmasını ve çoğu standart uygulamada 90° açının tercih edilmesini önerir.
Matkap ucunun kesici yüzeyi pleksiyi çekmek yerine kazımalıdır. Ucun yeniden bilenmesi deneyim gerektirdiğinden, yeterli ekipmanı bulunmayan kullanıcıların hazır plastik matkap ucu kullanması daha güvenli bir seçenektir.
Kademeli matkap uçları özellikle ince pleksi levhalarda temiz ve kontrollü delikler açmak için kullanılabilir. Delik çapı kademeli olarak büyüdüğü için uç pleksiyi aniden kavramaz. Bu özellik 1 mm, 2 mm ve 3 mm gibi ince levhalarda avantaj sağlayabilir.
Kademeli uç kullanılırken istenen çap kademesine ulaşıldığında ilerleme durdurulmalıdır. Ucun gereğinden fazla ilerletilmesi deliğin planlanandan daha büyük açılmasına neden olur.
Konik matkap uçları ince pleksi levhalarda ve bazı boru uygulamalarında kullanılabilir. Konik yapısı, matkap ucunun çıkış yüzeyinde oluşturabileceği kırılmayı azaltabilir. Ancak açılan deliğin hafif konik olabileceği unutulmamalıdır.
Forstner ve yassı ahşap matkap uçları belirli pleksi uygulamalarında kullanılabilir. Ancak bu uçlar talaşı deliğin dışına her zaman yeterince hızlı taşıyamaz. Bu nedenle delme sırasında uç düzenli aralıklarla kaldırılmalı, talaş temizlenmeli ve yeterli soğutma yapılmalıdır.
İnce ve değerli pleksi levhalarda deneyim olmadan yassı uç kullanılması tavsiye edilmez. Ucun pleksiyi kavraması, levhanın dönmesine veya çatlamasına neden olabilir.
Geniş çaplı kablo, havalandırma veya bağlantı delikleri için ince dişli bir delik testeresi kullanılabilir. Büyük çaplı uçlarda çevresel hız yükseldiği için matkap devri azaltılmalı ve pleksi alttan tamamen desteklenmelidir.
Delik testeresinin dişleri arasında biriken sıcak talaşlar düzenli olarak temizlenmelidir. Aksi hâlde talaş yeniden eriyerek delik kenarına yapışabilir ve yüzey kalitesini düşürebilir.
Güvenlik uyarısı: Delme sırasında koruyucu gözlük kullanın. Pleksiyi elinizle tutarak delmeye çalışmayın; levhayı mutlaka sabitleyin. Saç, kıyafet ve gevşek aksesuarları dönen matkap ucundan uzak tutun. Yeni oluşan talaşlara hemen dokunmayın; talaşlar sıcak olabilir.
Pleksi yüzeyindeki koruyucu film, delme işlemi tamamlanana kadar yerinde kalmalıdır. Film, yüzeyin çizilmesini azaltır ve delik konumunun pleksinin doğrudan üzerine değil koruyucu tabaka üzerine işaretlenmesini sağlar.
Koruyucu film daha önce çıkarılmışsa delik açılacak bölgeye yüzeye zarar vermeyen bir maskeleme bandı uygulanabilir. Ancak bant, alttan destek ve doğru matkap ucunun yerine geçmez.
Delik merkezi cetvel ve gönye yardımıyla dikkatli şekilde işaretlenmelidir. Pleksiye metalde olduğu gibi merkez zımbası veya sivri bir çiviyle vurulmamalıdır. Darbe, görünmeyen mikro çatlaklar oluşturarak delme sırasında kırılmaya neden olabilir.
Büyük çaplı deliklerde uygun küçük bir pilot delik açılması, panç veya delik testeresinin merkezde kalmasına yardımcı olabilir. Pilot delik de alttan destekli ve kontrollü biçimde açılmalıdır.
Delik merkezinin pleksi kenarına çok yakın olması, montaj sırasında çatlama riskini artırır. Genel bir üretici kuralı olarak delik merkezi ile levha kenarı arasındaki mesafe, açılacak deliğin çapının en az 1,5 katı olmalıdır.
Örnek:
8 mm çapında bir delik açılacaksa delik merkezi ile levha kenarı arasında en az 12 mm mesafe bırakılması tavsiye edilir.
Bu değer genel bir başlangıç kuralıdır. Büyük, ağır, dış mekânda kullanılan veya yük taşıyan panolarda daha fazla kenar mesafesi gerekebilir.
Pleksi levhanın altına düz ve temiz bir MDF, ahşap veya hurda termoplastik levha yerleştirilmelidir. Matkap ucu pleksiyi geçtikten sonra bu destek malzemesine ilerlemelidir.
Alttan destek kullanılması:
Altlık yüzeyinde metal parçası, vida, talaş veya pleksiyi çizebilecek sivri bir kalıntı bulunmamalıdır.
Levha delme sırasında hareket etmeyecek şekilde işkence veya uygun bir sabitleme aparatıyla çalışma tezgâhına bağlanmalıdır. İşkence pleksi yüzeyine doğrudan temas etmemeli; araya yumuşak bir koruyucu parça yerleştirilmelidir.
Pleksiyi yalnızca elle tutmak güvenli değildir. Matkap ucu malzemeyi kavradığında levha hızla dönebilir, çatlayabilir veya kullanıcıya zarar verebilir.
Pleksi delinirken darbeli matkap özelliği kesinlikle kullanılmamalıdır. Darbe hareketi beton ve duvar yüzeyleri için tasarlanmıştır. Plekside kullanılması malzemenin çatlamasına ve delik çevresinde kırıklar oluşmasına neden olabilir.
Matkap normal döndürme modunda çalıştırılmalıdır. Tork ayarı bulunan makinelerde ani kavramayı azaltacak kontrollü bir ayar kullanılabilir.
Pleksi delme işlemi için her matkap ucunda, her çapta ve her levha kalınlığında geçerli tek bir devir değeri bulunmaz. Matkap ucu büyüdükçe genel olarak devir düşürülmelidir.
Çok yüksek devir sürtünme ısısını artırarak pleksinin erimesine neden olabilir. Ancak aşırı düşük devir ve çok yavaş ilerleme de ucun aynı bölgede uzun süre sürtünmesine ve malzemenin ısınmasına yol açabilir.
Doğru ayarı anlamak için çıkan talaş gözlemlenebilir:
İşleme başlamadan önce aynı tür ve kalınlıkta küçük bir pleksi parçası üzerinde deneme deliği açılması en güvenli yöntemdir.
Matkap ucu dururken pleksiye bastırılmamalıdır. Uç önce döndürülmeli, ardından işaretlenen noktaya dik şekilde kontrollü olarak yaklaştırılmalıdır.
Matkap yüzeye mümkün olduğunca 90° açıyla tutulmalıdır. Eğik delme işlemi, deliğin oval olmasına ve bir taraftaki kenarın zayıflamasına neden olabilir. Çok sayıda delik açılacaksa matkap tezgâhı daha tutarlı sonuç sağlar.
Matkap ucunun pleksiyi kendi kesim geometrisiyle işlemesine izin verilmelidir. Matkaba aşırı baskı uygulanması ucu malzemeye çektirebilir ve pleksinin kırılmasına neden olabilir.
Delme başlangıcında yavaş ve kontrollü ilerleyin. Matkap ucu pleksinin alt yüzeyinden çıkmaya yaklaştığında baskıyı yeniden azaltın. Çatlak ve kırıkların önemli bir bölümü ucun çıkış yaptığı son aşamada oluşur.
5 mm ve üzerindeki kalın pleksilerde matkap ucu delikten belirli aralıklarla çıkarılmalıdır. Bu yöntem, talaşın uzaklaştırılmasına ve ucun soğumasına yardımcı olur. Ucun kısa aralıklarla ilerletilip geri çıkarılması atölye uygulamalarında kademeli veya aralıklı delme olarak bilinir.
Derin deliklerde biriken talaş matkap ucuyla delik duvarı arasında sıkışırsa sürtünme ve ısı artar. Talaşların düzenli tahliye edilmesi hem delik kalitesini hem de matkap ucunun kontrolünü iyileştirir.
Kalın pleksilerde, büyük çaplı deliklerde ve talaşın hızla biriktiği uygulamalarda suyla soğutma yapılabilir. Su, matkap ucunun ve delik çevresinin aşırı ısınmasını azaltır.
Su kontrollü şekilde delik bölgesine uygulanmalıdır. Elektrikli el aletleriyle sıvı kullanılırken cihaz üreticisinin güvenlik talimatlarına uyulmalı ve elektrik bağlantıları sıvıdan korunmalıdır.
Pleksiyle uyumluluğu doğrulanmamış yağ, solvent veya kimyasallar kullanılmamalıdır. Ev ve küçük atölye uygulamalarında en güvenli soğutma seçeneklerinden biri kontrollü su uygulamasıdır.
Delme işlemi tamamlandıktan sonra deliğin iki tarafında oluşan küçük çapaklar dikkatlice alınmalıdır. Bunun için pleksiye uygun bir havşa ucu, sıyırıcı veya çapak alma aparatı kullanılabilir.
Amaç deliğin keskin kenarını çok hafif şekilde kırmaktır. Havşa ucu gereğinden fazla ilerletilirse delik ağzında ince ve zayıf bir bölge oluşabilir. Özellikle vida baskısına maruz kalacak deliklerde derin havşa açılmamalıdır.
| Pleksi kalınlığı | Önerilen uç | Uygulama notu |
|---|---|---|
| 1–2 mm | Kademeli veya konik plastik ucu | Levha tamamen desteklenmeli ve çok hafif baskı uygulanmalıdır. |
| 3 mm | Özel pleksi ucu veya kademeli uç | Çıkışa yaklaşırken ilerleme azaltılmalıdır. |
| 5 mm | Özel plastik ucu veya uygun bilenmiş HSS uç | Talaş düzenli temizlenmeli ve gerektiğinde suyla soğutma yapılmalıdır. |
| 5 mm üzeri | Pleksiye uygun profesyonel uç | Kademeli delme, soğutma ve sağlam tezgâh sabitlemesi önemlidir. |
İhtiyacınıza uygun levha seçenekleri için özel ölçü pleksi levhalar kategorimizi inceleyebilirsiniz.
3 mm pleksi, tabela, çerçeve, stant ve dekoratif uygulamalarda yaygın olarak kullanılan kalınlıklardan biridir. Levha ince sayılabileceği için alt yüzeyinin tamamen desteklenmesi önemlidir.
3 mm pleksi delme işleminde:
Özel ölçülerde hazırlanmış levhalar için 3 mm şeffaf pleksi levha ürününü inceleyebilirsiniz.
5 mm pleksi daha kalın olduğu için delme sırasında oluşan talaşın ve ısının kontrol edilmesi gerekir. Matkap ucu uzun süre kesintisiz şekilde deliğin içinde tutulmamalıdır.
5 mm pleksi delerken:
Kalın ve dayanıklı uygulamalar için 5 mm şeffaf pleksi levha seçeneğine göz atabilirsiniz.
Aynalı pleksi uygun uç ve doğru destek kullanılarak delinebilir. Ancak aynalı pleksinin arka yüzeyinde yansıtıcı bir kaplama bulunduğu için işlem sırasında daha dikkatli olunmalıdır.
Matkap ucu mümkünse ürünün görünür ön yüzeyinden girmeli ve kaplamalı arka yüzeyden destek levhasına doğru çıkmalıdır. Böylece çıkış tarafındaki kaplama hasarı azaltılabilir. Ürünün koruyucu filmi işlem tamamlanana kadar çıkarılmamalıdır.
Aynalı pleksi inceyse kademeli veya konik uç tercih edilebilir. İşlem öncesinde ürünün görünmeyen küçük bir bölümünde deneme yapılması tavsiye edilir.
Pleksiyi delmek kadar doğru şekilde vidalamak da önemlidir. Deliğin vida çapına tam sıkı ölçüde açılması, sıcaklık değişimlerinde pleksinin hareket etmesini engelleyebilir ve zamanla çatlak oluşturabilir.
Pleksi sıcaklık değişimlerinde genleşip daralabilir. Özellikle büyük panolarda, dış mekân uygulamalarında ve noktasal sabitlemelerde delik çapı vida gövdesinden daha geniş hazırlanmalıdır.
Üretici teknik kılavuzlarından biri, genleşme beklenen noktasal panel bağlantılarında delik çapının vida veya cıvata gövdesinin yaklaşık iki katı olmasını tavsiye eder. Örneğin 4 mm cıvata kullanılan büyük bir panelde 8 mm montaj deliği değerlendirilebilir.
Önemli: Bu geniş boşluk kuralı özellikle genleşme beklenen panel ve tabela montajları içindir. Küçük iç mekân ürünlerinde kullanılacak delik ölçüsü; pleksi ölçüsüne, bağlantı aparatına ve aparat üreticisinin montaj talimatına göre belirlenmelidir.
Vida başının pleksiye doğrudan ve küçük bir noktadan baskı yapması çatlak riskini artırabilir. Geniş rondela, EPDM conta, kauçuk pul veya uygun plastik burç kullanılması yükün daha geniş bir alana dağılmasına yardımcı olur.
Kauçuk conta aynı zamanda metal parçanın pleksi deliğinin kenarına doğrudan temas etmesini azaltabilir. Ancak kullanılacak conta ve yardımcı malzemenin akrilikle kimyasal olarak uyumlu olması gerekir.
Montaj vidası pleksiyi ezerek sabitleyecek kadar sıkılmamalıdır. Vida, ürünü yerinde tutmalı ancak pleksinin doğal genleşme hareketini tamamen engellememelidir.
Vida sıkıldıktan sonra pleksi yüzeyinde çökme, beyazlama veya gerilim izi görülüyorsa bağlantı aşırı sıkılmış olabilir. Metal vida gövdesi deliğin kenarına sürekli baskı yapmamalıdır.
Kendinden kılavuzlu veya sac vidalarının doğrudan pleksi içinde diş açması yüksek gerilim oluşturabilir. Kalıcı ve sağlam montajlarda vida, plekside açılmış yeterli boşluklu delikten geçmeli ve alttaki metal, ahşap veya dübel gibi taşıyıcı yapıya bağlanmalıdır.
Pleksi tabela ve panolar duvara dekoratif mesafe aparatı, vida, dübel veya uygun montaj sistemiyle sabitlenebilir. Montaj yöntemi belirlenirken pleksinin ölçüsü, kalınlığı, ağırlığı ve duvarın yapısı dikkate alınmalıdır.
Pleksi duvar üzerindeyken duvarı delmeye çalışmak tavsiye edilmez. Duvar matkabının darbeli hareketi pleksiyi çatlatabilir ve duvar tozu ürünün yüzeyini çizebilir.
Standart metal matkap ucu keskin olsa bile pleksiyi fazla agresif biçimde kavrayabilir. Özellikle ince levhalarda plastik için özel uç veya kademeli uç daha kontrollü sonuç verir.
Altı boşta kalan pleksi matkap baskısıyla aşağı doğru esner. Matkap ucu alt yüzeyden çıkarken malzeme kırılabilir. Düz ve temiz destek levhası mutlaka kullanılmalıdır.
Yüksek devir, sürtünme ısısını yükselterek deliğin erimesine ve matkap ucuna yapışmasına neden olabilir. Özellikle büyük çaplı uçlarda daha düşük devir kullanılmalıdır.
Düşük devir her zaman tek başına doğru sonuç sağlamaz. Uç aynı noktada uzun süre sürtünürse pleksi yine ısınabilir. Devir, ilerleme ve talaş tahliyesi birlikte değerlendirilmelidir.
Aşırı baskı matkap ucunun pleksiyi ani şekilde kavramasına neden olur. Uç kendi kesme hareketiyle ilerlemeli ve kullanıcı yalnızca kontrollü yönlendirme uygulamalıdır.
Kenara çok yakın deliklerde vida baskısını taşıyacak yeterli malzeme kalmaz. Delik merkezi ile levha kenarı arasında en az delik çapının 1,5 katı mesafe bırakılması genel bir güvenlik kuralıdır.
Matkap ucunun alt yüzeyden çıkışı delme işleminin en hassas bölümüdür. Uç çıkışa yaklaşırken baskı ve ilerleme azaltılmazsa deliğin altında kırık oluşabilir.
Vidanın pleksiyi ezmesi veya deliğin kenarına baskı yapması zamanla çatlamaya neden olabilir. Rondela kullanılmalı ve bağlantı yalnızca ürünü güvenli şekilde tutacak kadar sıkılmalıdır.
Evet. Devir ayarlı normal bir el matkabı kullanılabilir. Ancak uygun plastik matkap ucu, sağlam alt destek ve kontrollü ilerleme gereklidir. Darbeli mod kullanılmamalıdır.
En güvenli seçenek pleksi ve plastik levhalar için özel üretilmiş matkap ucudur. İnce levhalarda kademeli veya konik matkap uçları da temiz sonuç sağlayabilir.
HSS metal ucu, pleksiye uygun kesim geometrisine getirildiğinde kullanılabilir. Standart ve agresif geometrili metal ucu pleksiyi kavrayarak çatlatabileceğinden doğrudan kullanılması risklidir.
Forstner veya bazı yassı ahşap uçları belirli uygulamalarda kullanılabilir. Ancak talaşın düzenli temizlenmesi, suyla soğutma ve güçlü alt destek gerekir. İnce levhalarda özel plastik veya kademeli uç daha kontrollü olabilir.
Kalın levhalarda, derin deliklerde ve büyük çaplı uygulamalarda kontrollü su kullanımı matkap ucunun ve pleksinin soğumasına yardımcı olabilir. Elektrikli ekipmanla sıvı kullanırken üretici güvenlik talimatlarına uyulmalıdır.
Yüksek sürtünme, yanlış devir, çok yavaş ilerleme, kör matkap ucu ve delikte biriken talaş ısıyı artırabilir. Uç düzenli olarak çıkarılmalı, talaş temizlenmeli ve gerekli durumlarda soğutma uygulanmalıdır.
Delik çevresindeki beyazlama genellikle yoğun mekanik gerilimin işaretidir. Fazla baskı, yanlış uç, kenara yakın delik veya aşırı sıkılmış vida buna neden olabilir.
Vidanın pleksi içinde kendi dişini açması tavsiye edilmez. Pleksiye yeterli boşlukta bir geçiş deliği açılmalı ve vida alttaki taşıyıcı yüzeye bağlanmalıdır.
Küçük yüzey kusurları bazı durumlarda düzeltilebilir. Ancak delikten kenara doğru ilerleyen bir çatlak varsa parça yük taşımaya devam etmemelidir. Güvenlik gerektiren uygulamalarda çatlamış parçanın yenilenmesi daha doğru olur.
Pleksi levhalar uygun matkap ucu ve doğru çalışma yöntemiyle temiz şekilde delinebilir. Başarılı bir sonuç için koruyucu filmin çıkarılmaması, deliğin kenardan yeterli uzaklığa yerleştirilmesi, levhanın düz bir altlıkla desteklenmesi ve matkap ucunun kontrollü ilerletilmesi gerekir.
İnce pleksilerde kademeli veya konik matkap uçları avantaj sağlayabilir. Kalın pleksilerde ise talaşın düzenli çıkarılması ve gerektiğinde suyla soğutma yapılması önemlidir. Matkap ucu pleksinin alt yüzeyinden çıkmaya yaklaşırken baskının azaltılması, kırık ve çatlak riskini önemli ölçüde düşürür.
Montaj aşamasında delik ile vida arasında genleşme payı bırakılmalı, geniş rondela veya uygun conta kullanılmalı ve vida aşırı sıkılmamalıdır. Deliğin ölçüsü ve konumu proje hazırlanırken biliniyorsa, pleksi levhanın delikleri üretim sırasında özel ölçüyle hazırlanarak uygulama riski azaltılabilir.
Projenize uygun özel ölçü pleksi mi arıyorsunuz?
Şeffaf, beyaz, siyah, buzlu ve aynalı pleksi levhaları ihtiyacınıza uygun ölçülerde sipariş verebilir; uygun projelerde delik, şekil ve özel kesim taleplerinizi çizim dosyanızla iletebilirsiniz.
Bu rehber hazırlanırken Röhm GmbH tarafından yayımlanan PLEXIGLAS® işleme ve delme kılavuzları ile POLYVANTIS tarafından yayımlanan ACRYLITE® Fabrication Brief: Drilling teknik dokümanındaki matkap ucu, destekleme, soğutma, kenar mesafesi ve montaj önerileri dikkate alınmıştır.

